HỆ THỐNG ĐIỀU KHIỂN PLC
Hệ thống điều khiến PLC và công nghệ điều khiển của nó dần được phổ biến và ứng dụng trong ngành chế biến bột trong những năm gần đây. Dựa vào những ưu điểm của nó, DTC đã thành lập 1 viện nghiên cứu tự động hóa và có 1 đội ngũ nghiên cứu và phát triển PLC chuyên nghiệp hoàn chỉnh. Hệ thống điều khiển bằng PLC được phát triển bởi chúng tôi được sử dụng rộng rãi trong các doanh nghiệp chế biến bột vừa và lớn và đạt được hiệu quả tốt trên thị trường. Hệ thống điều khiển PLC của DTC có thể có thể thực hiện quản lý toàn bộ quy trình, bao gồm việc quản lý trực quan, linh động, thông tin dữ liệu, quy trình quản lý được tiêu chuẩn hóa và tài liệu vận hành không sử dụng giấy trong toàn bộ quá trình chế biến.

- Mô tả
- Thông số kỹ thuật
Mô tả
THÔNG TIN HỆ THỐNG ĐIỀU KHIỂN PLC
Hệ thống điều khiến PLC và công nghệ điều khiển của nó dần được phổ biến và ứng dụng trong ngành chế biến bột trong những năm gần đây. Dựa vào những ưu điểm của nó, DTC đã thành lập 1 viện nghiên cứu tự động hóa và có 1 đội ngũ nghiên cứu và phát triển PLC chuyên nghiệp hoàn chỉnh. Hệ thống điều khiển bằng PLC được phát triển bởi chúng tôi được sử dụng rộng rãi trong các doanh nghiệp chế biến bột vừa và lớn và đạt được hiệu quả tốt trên thị trường. Hệ thống điều khiển PLC của DTC có thể có thể thực hiện quản lý toàn bộ quy trình, bao gồm việc quản lý trực quan, linh động, thông tin dữ liệu, quy trình quản lý được tiêu chuẩn hóa và tài liệu vận hành không sử dụng giấy trong toàn bộ quá trình chế biến.
Hệ thống điều khiển PLC
Hệ thống điều khiển PLC
TÍNH NĂNG HỆ THỐNG ĐIỀU KHIỂN PLC
CẤU TẠO CỦA HỆ THỐNG ĐIỀU KHIỂN:
Hệ thống điều khiển bao gồm máy tính giám sát (máy chủ), bộ điều khiển lập trình (PLC), công tắc, trung tâm điều khiển động cơ (MCC), hộp vận hành trường, hộp đấu nối điện trường, cảm biến hiện trường và các thiết bị chính khác.
Chức năng giám sát: giao diện hoạt động đồ họa của hệ thống điều khiển có chức năng hiển thị luồng quy trình, tất cả các thiết bị liên quan và các trạng thái cần phải hiển thị được hiển thị trong hệ thống. Trên màn hình màu trong buồng điều khiển, trạng thái thủ công/tự động, trạng thái hoạt động, trạng thái lỗi, vị trí van cửa, tốc độ của thiết bị truyền tải, hoạt động quy trình, v.v. của tất cả các thiết bị được điều khiển có thể được giám sát.
Chức năng vận hành: hệ thống vận hành phía trên cũng có chức năng vận hành điều khiển, thay cho việc vận hành bằng nút bấm truyền thống. Hệ thống giám sát phía trên cung cấp một bộ hệ thống hiển thị đồ họa màu ở chế độ menu và chọn màn hình cửa sổ mong muốn thông qua menu được điều khiển bằng chuột. Lựa chọn quy trình, xác nhận, khởi động, dừng, thiết lập khối lượng công việc, nhập các loại sản phẩm và khởi động và dừng tập trung của một máy đều có thể thực hiện tất cả thông qua thao tác “bấm một nút”.
Chức năng báo lỗi: khi thiết bị trường hợp gặp sự cố, hệ thống giám sát có thể thông báo trên màn hình máy tính dưới dạng cảnh báo âm thanh và đèn, hiển thị thông tin cảnh báo, tự động hiển thị cửa sổ cảnh báo, hiển thị nguyên nhân của sự cố và tự động ghi lại trong báo cáo lỗi. Thời gian sự cố của thiết bị, tên lỗi, thời gian khắc phục sự cố, nguyên nhân gây ra sự cố, thông tin xác nhận lỗi và người vận hành được tự động ghi lại trong bảng lỗi thiết bị, có thể xem và in ra.
Điều khiển lựa chọn hộp vận hành tại chỗ: điều khiển thủ công tại chỗ được dùng như 1 phương pháp điều khiển phụ trợ, mà được hoàn thiện thông qua hộp vận hành tại chỗ bên cạnh thiết bị trường. Phương pháp này phù hợp cho việc vận hành thiết bị cơ khí, bảo dưỡng cơ khí và khi buồng điều khiển trung tâm không được điều khiển từ xa.
Điều khiển bằng tủ MCC trong buồng điều khiển: khi hộp điều khiển tại chỗ chọn nút công tắc “từ xa”, nó được vận hành thông qua công tắc chọn và nút bắt đầu-dừng trên cửa tủ MCC của buồng điều khiển nguồn. Công tắc chọn được thiết lập thành ba bộ phận: thủ công, dừng và tự động; Các nút bắt đầu và dừng trên cửa tủ điều khiển thủ công kiểm soát trạng thái làm việc và có thể kiểm soát việc bắt đầu và dừng của một loạt thiết bị liên quan trong khu vực tương ứng; khi được điều chỉnh thành “dừng”, thiết bị ở trạng thái dừng; khi được điều chỉnh thành “tự động”, thiết bị được điều khiển bởi một hệ thống PLC.
Điều khiển PLC thủ công mềm và tự động “một phím” mềm của PLC trong buồng điều khiển trung tâm: khi nút vặn trên tủ MCC chỉnh qua trạng thái “tự động”, và công tắc chuyển đổi trên hộp vận hành tại chỗ của thiết bị liên quan ở trong chế độ “từ xa”, PLC sẽ đưa ra 1 lệnh điều khiển. Trong chế độ điều khiển này, thiết bị liên quan trong quy trình có 1 mối quan hệ liên khóa.
Dựa trên luồng hoạt động của quy trình sản xuất, thứ tự sản xuất của một lô sản phẩm cụ thể được sử dụng làm đơn vị theo dõi dấu vết điều khiển, và kế hoạch lập lịch sản xuất có thể được phát từ hệ thống MES đến hệ thống điều khiển. Sau khi chọn thực hiện điều khiển “một nút”, hệ thống điều khiển tự động thực hiện tất cả các hoạt động của một quy trình nhất định theo quy trình sản xuất.
CÁC ỨNG DỤNG CỦA HỆ THỐNG
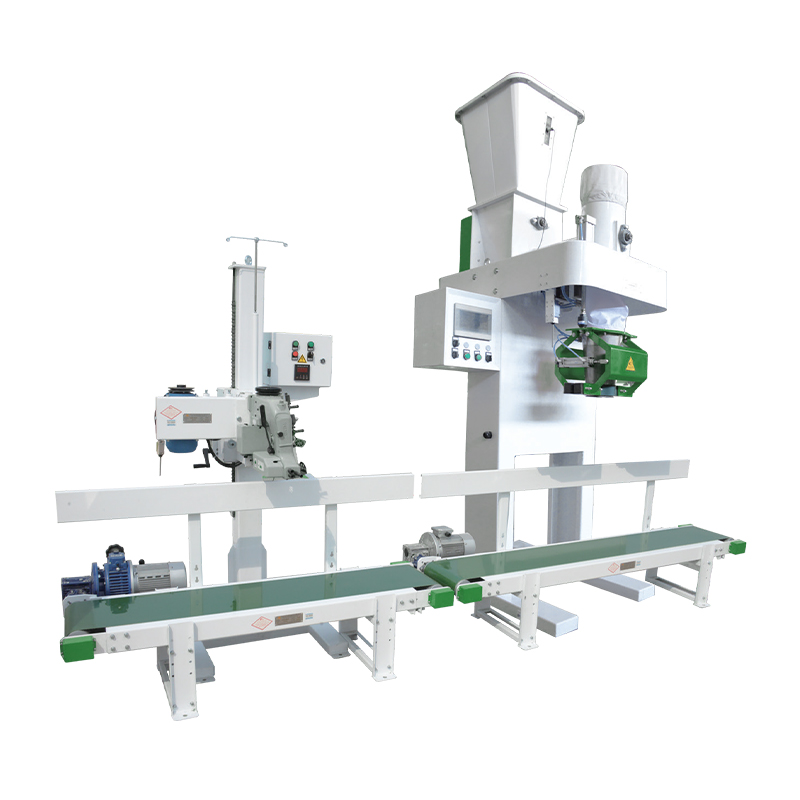
Công ty chúng tôi cam kết cung cấp các dịch vụ về tủ MCC, tủ điều khiển PLC, hộp ổ cắm / hộp điện bảo dưỡng, tủ phân phối điện áp thấp, tủ điều khiển van solenoid, hộp đấu nối điện/ hộp điều khiển motor, hộp đấu nối điện/ hộp chuyển đổi, hệ thống điều khiển tự động, giao diện máy chủ hệ thống điều khiển tự động và các dịch vụ khác. Chúng tôi có thể đảm nhận các dự án dây chuyền sản xuất tự động trong lĩnh vực chế biến bột, hạt, chưng cất, đóng gói, cân nặng và các lĩnh vực liên quan, thiết kế tự động phi tiêu chuẩn, sản xuất, lắp đặt và điều chỉnh các sản phẩm độc lập.
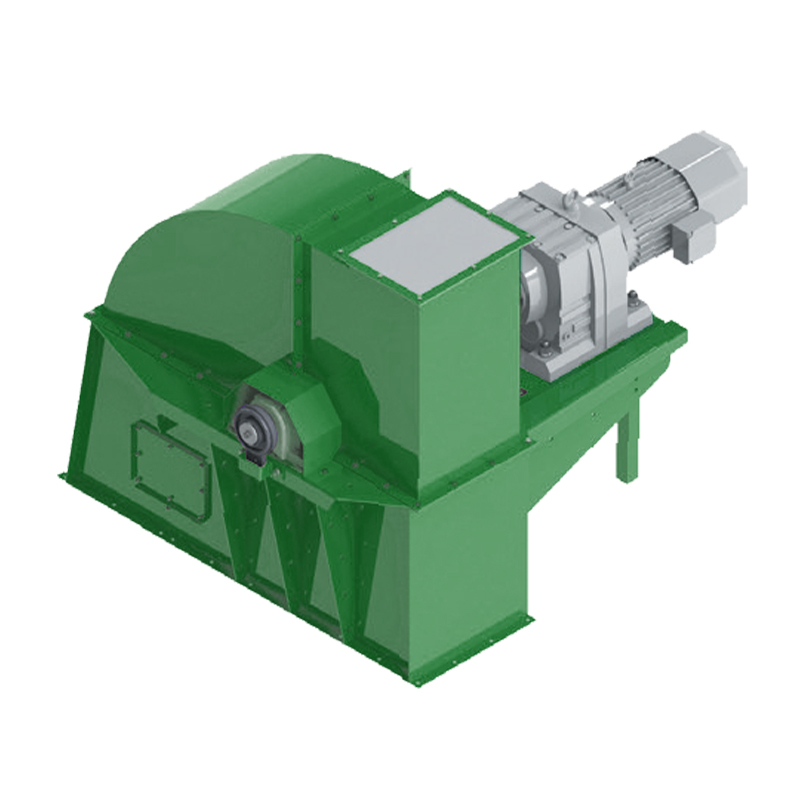
Thông số kỹ thuật của MÁY XẢ LIỆU TDXZ
| Model | Kích thước (Dài x Rộng x Cao mm) | Trọng lượng (kg) |
| TDXZ 135530 | 1700 x 1600 x 1000 | 310 |
| TDXZ 135550 | 1700 x 1600 x 950 | 310 |
| TDXZ 163050 | 1960 x 1855 x 790 | 380 |
| TDXZ 165550 | 1960 x 1855 x 1120 | 410 |
| TDXZ 183050 | 2222 x 2152 x 870 | 470 |
| TDXZ 185550 | 2222 x 2152 x 1265 | 500 |
| TDXZ 225530 | 2870 x 2540 x 1924 | 1070 |
| TDXZ 225550 | 2870 x 2540 x 1860 | 1070 |